Bremen/Oberpfaffenhofen, 6. Februar, 2018. Die OHB System AG, ein Tochterunternehmen des börsennotierten Raumfahrt- und Technologieunternehmens OHB SE, hat gemeinsam mit dem Fraunhofer-Institut Produktionstechnik und Automatisierung IPA einen mobilen Reinraum konzipiert, der auf der derzeit stattfindenden Fachmesse für Reinraum- und Pharmaprozesstechnik LOUNGES 2018 präsentiert wird.
„Wie kann ich empfindliche Hardware in einem Reinraum hoher Reinheitsklasse schützen, wenn dieser gewartet oder modifiziert wird?“, fragte sich Dr. Axel Müller, Cleanliness-Beauftragter der OHB System AG, und spielte verschiedene Arbeitssituationen im Reinraum und mögliche Lösungsansätze durch. Dann kam ihm die Idee, im Reinraum durch ein mobiles und rasch zu installierendes, autarkes System eine eigene Reinraumumgebung zu erzeugen. Er trug seine Überlegungen beim OHB-Kooperationspartner Fraunhofer IPA in Stuttgart vor und stieß auf offene Türen. Die Experten des IPA erkannten das Potenzial und stiegen in die Entwicklung ein. Ihren Prototyp entwickelten sie gemeinsam mit OHB weiter. Das Ergebnis ist der Mobile Reinraum CAPE® (Clean And Protective Environment), der es Nutzern erlaubt, Hardware auf einer Fläche von etwa vier mal vier Metern in gut einer Stunde einhausen zu können. Neben der Raumfahrtindustrie sehen OHB und IPA auch bei der Pharma-, Optik-, Lebensmittel-, Medizin-, Halbleiterindustrie potentiellen Bedarf an mobilen und autarken Reinräumen.
CAPE® schützt „doppelt“: Hardware und Infrastruktur
Temporären Schutz für Hardware aller Art bietet der mobile Reinraum CAPE® nicht nur bei Produktinspektionen oder Reinigungsprozessen, er bietet auch während Neuinstallationen im Reinraum, bei routinemäßiger Wartung und bei Reparaturen zuverlässigen Schutz vor partikulärer und molekularer Kontamination. Genauso kann er während Abnahmen bei Zulieferern oder in Testhäusern, in denen sich Flughardware für den Raumflug qualifizieren muss, eingesetzt werden.
CAPE® schützt im Gegenzug aber genauso bestehende Infrastruktur. In diesem Fall werden kritische Prozesse wie Kleben im mobilen Reinraum durchgeführt, um den Status des restlichen Reinraums zu garantieren.
Getestet und für gut befunden
Am OHB-Raumfahrtzentrum „Optik und Wissenschaft“ in Oberpfaffenhofen wurde CAPE® Ende 2017 zum ersten Mal in einem der ISO5-Reinräume eingesetzt. „Das System hat nicht nur voll überzeugt, es zeigte uns zudem auch weitere Einsatzmöglichkeiten und Erweiterungen auf“, sagt Dr. Müller. „CAPE® wurde vom IPA extrem professionell umgesetzt. Standardisierte Prozesse nach jedem Einsatz sichern den Reinheitszustand und die Einsatzfähigkeit von CAPE®, auch über Lagerzeiten hinweg. Daher werden wir fünf Systeme bei OHB vorhalten, um für alle Fälle optimal gerüstet zu sein.“
CAPE® gibt es nicht nur „von der Stange“
CAPE® kann sowohl als Standardprodukt als auch als kundenspezifisches Modell erworben werden. Bei der Konzeption und Herstellung kundenspezifischer Modelle werden der jeweilige Verwendungszweck, die gewünschte Größe und die erforderliche Luftreinheitsklasse berücksichtigt.
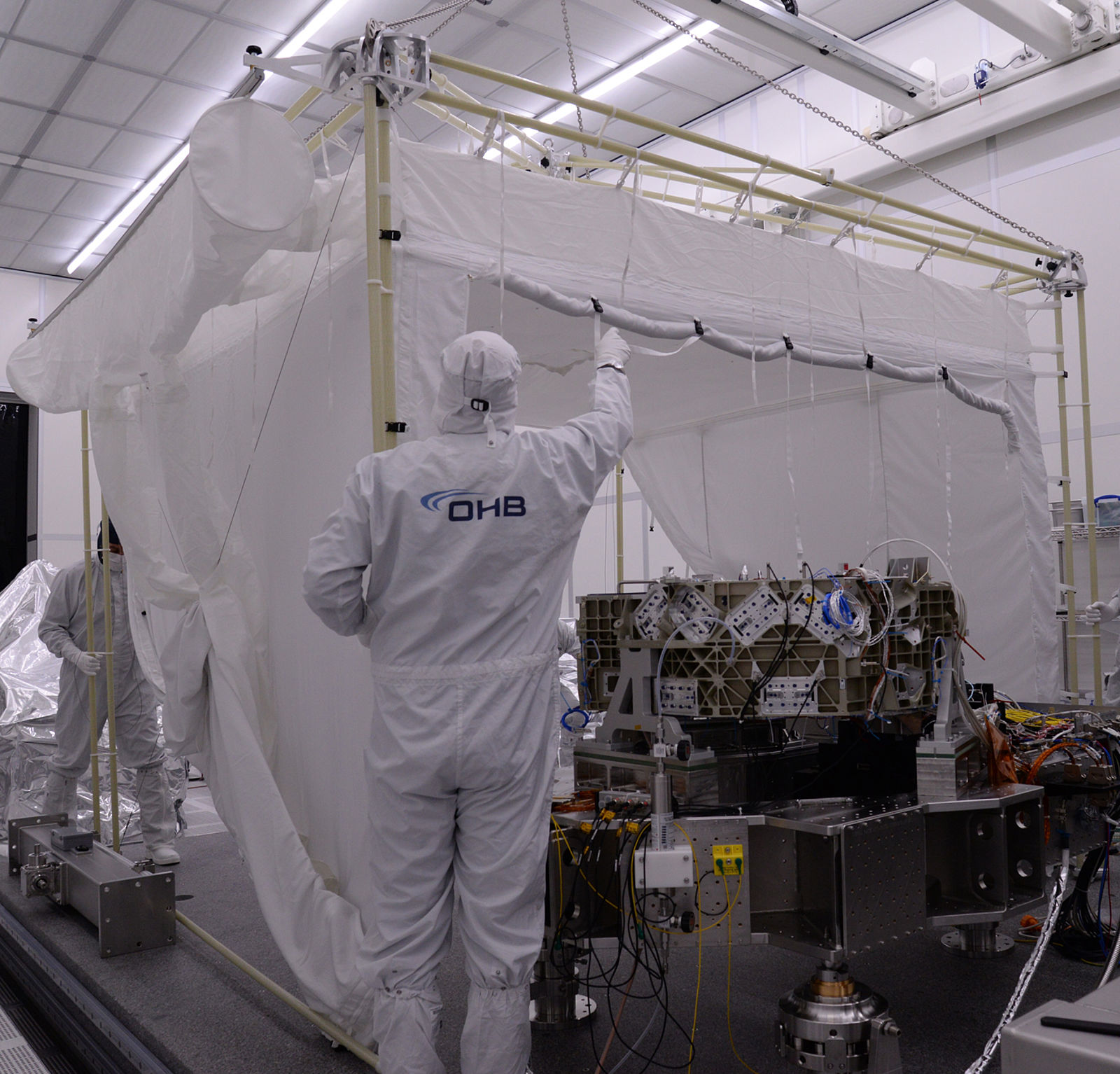
Aufbau des mobilen und autarken Reinraums CAPE® im OHB-Raumfahrtzentrum „Optik & Wissenschaft“ zum temporären Schutz empfindlicher optischer Systeme in einer Reinraumhalle der ISO-Klasse 5.

Kontakt für Medienvertreter:
Marianne Radel
Leiterin Unternehmenskommunikation
Tel: +49 421 2020 9159
E-Mail: marianne.radel@ohb.de
Kontakt für Investoren und Analysten:
Marcel Dietz
Investor Relations
Tel: +49 421 2020 6426
E-Mail: ir@ohb.de